Process selection criteria
Selection of the right process route for Full Pressing is based on several criteria, related to both the economics (CAPEX and OPEX analysis, product YIELDS) and the specificity of the products (CAKE and OIL).
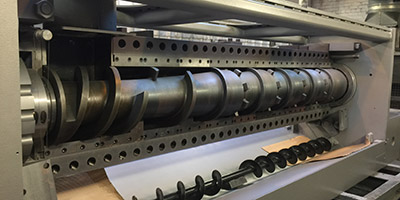
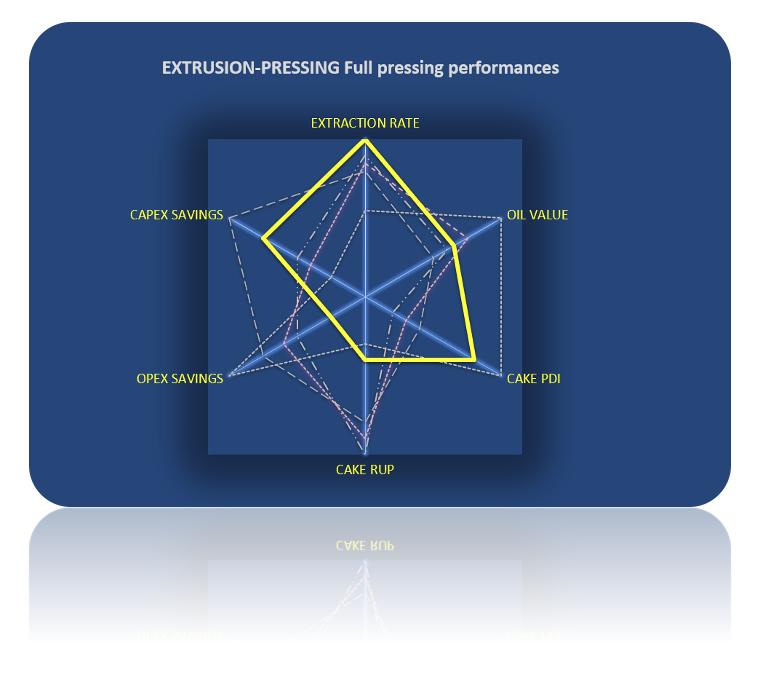
The key market reason to select dry Extrusion + full pressing is to maximize oil yield and produce a cake with a high PDI value. A Dry Extruder is used to perform a short duration but intense thermal treatment of the seeds prior to pressing. It is very commonly used for Soya processing, however the extrusion pressing process can be adapted for other seed types. The extruder consists in a barrel with central shaft and high shear screw. The material enters from one end into the barrel and is forced by the screw through a die at the other end. The pressure generated by the screw on the material creates shear and friction forces ending in tremendous release of heat that brings temperature up to 150-160°C in a matter of seconds. As the extrudate leaves the extruder, steam is flashed off from the product helping to reduce the moisture of the material fed to the press. That unique combination between high temperature and low residence time makes the extrusion the ideal trade-off to perform substantial reduction of anti-nutritional factors (when soybean for instance) while preserving protein digestibility.
 Other selection criteria are:
Other selection criteria are:
Oil Yield: due to extrusion thermal treatment, material to be pressed is soft and liposome membrane are easily broken, in the press hence releasing a high amount of oil. This is the reason for the high oil yield with a typical value of 6% residual oil in cake for soybean. For applications in which a low PDI meal is required, Hot Double Stage Full Pressing could be considered.
Oil Value: due to the very short time of the heat treatment, most nutritional components of the oil are preserved from degrading, and oil value is relatively high compared to conventional hot-pressing oil. However, higher nutritional or commercial value can be achieved with Cold Single Stage Full Pressing.
Cake PDI: Thanks to a reduced heat load (product of temperature by time of exposure) compared to Hot Single Stage full pressing, the resulting PID after Extrusion + pressing is still very good. Higher PDI can only be achieved by Cold Single Stage Full Press.
OPEX Saving: The Extrusion pressing process produces specialist products with high commercial values, however the extruder has a high operating cost due to a high electrical power consumption and a high level of spare parts replacement. On the other hand, dry extrusion does not require steam, making it attractive for plant sites without boiler facility.
 CAPEX Saving: A dry Extruder is not such an expensive technology, and in many cases, it will replace both the milling and the cooking, making it a more affordable process line compared to Hot pressing. Moreover, the cost of installation is also lower because of its simpler design (no need of steam) and the fact that a screw press can typically be operated at higher speed and throughput than in conventional pressing applications. If steam is available at good condition and the electrical power supply is expensive then Hot Single Stage Full pressing can be considered as an alternative.
CAPEX Saving: A dry Extruder is not such an expensive technology, and in many cases, it will replace both the milling and the cooking, making it a more affordable process line compared to Hot pressing. Moreover, the cost of installation is also lower because of its simpler design (no need of steam) and the fact that a screw press can typically be operated at higher speed and throughput than in conventional pressing applications. If steam is available at good condition and the electrical power supply is expensive then Hot Single Stage Full pressing can be considered as an alternative.
Process configuration
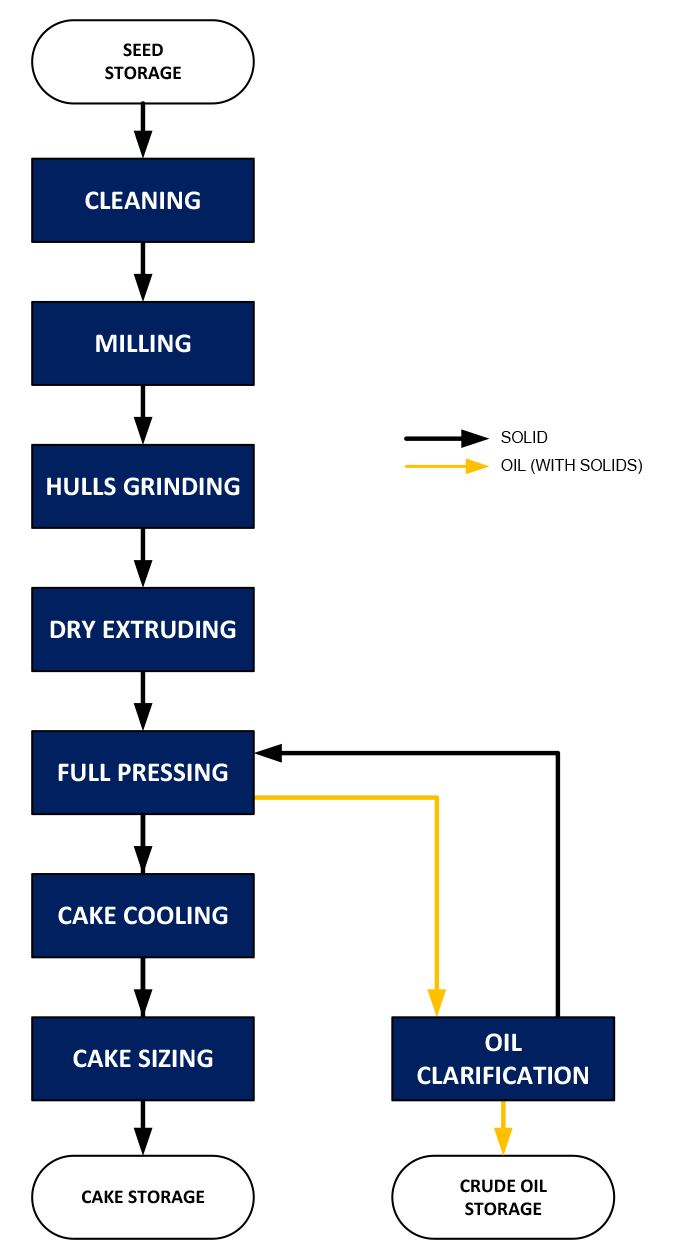
The seed from storage may contain up to 2% foreign material. The purpose of the cleaning process is to remove as much of the foreign material as possible. An optional weighing process can be foreseen to get an accurate inventory of the material being sent through the seed preparation process.
Milling is aimed at reducing inlet raw material into smaller size particles. It is an optional process step to reduce the wear rate in the subsequent Extrusion process. Milling can be achieved in a hammer mill, or cracking rolls.
In some cases, the cracking rolls milling can be combined with dehulling system, generally aimed at increasing protein content on the press cake.
Extrusion is a continuous mechanical process creating high pressure and friction in the inlet material (often soybean), resulting in quick and sharp temperature increase, up to 150ºC (300F). At the discharge of the extruder pressure is released and moisture flashes off, this can reduce moisture in the feed down to 3%. Extrusion can be seen as replacement for flaking and cooking steps. Extrusion is aimed at turning hard and harsh cracks/beans into soft and easy to squeeze material in pressing step. The dry extrusion process is much more efficient and simpler than other hot full pressing processes because no steam is required to heat up the material.
Full Pressing is the heart of the process. Properly extruded material is fed continuously into the screw press where the cellular structure of the seed is severely distorted, tearing open the cell walls and releasing the oil. The high work already done by the extruder means press throughputs are typically higher than in other full pressing applications. Most of the oil will be extracted while producing a discharge cake with both integrity of shape and porosity, ideal for downstream cake cooling. Desmet offers a full range of ROSEDOWNS screw presses for all kind of seeds, at all capacities.
Cake cooling is required to remove the heat from the cake coming out from the press. It is achieved through convective and evaporative cooling via fully counter-current air flow through the cake layer. After the Cake Cooler, the cooled cake has a temperature within the range of 20 to 40°C (68 - 104F), and a moisture contains below 3%.
Oil clarification is required as it is inevitable there will be a level of residual solids in the extracted Press oil. Clarification is a two-step process that separates solid matter from the press oil. The first separation step removes most coarse solids by screening or settling. Then, a second separation step removes the small fines and impurities from the oil by filtration using a hermetic leaf filter or, in larger plants, by a centrifugal decanter.
 Selection criteria
Selection criteria
Selection of the right process route for Full Pressing is based on several criteria, related to both the economics (CAPEX and OPEX analysis, products YIELDS) and the specificity of the products (CAKE and OIL).
The key market reason to select Cold/Hot Double stage full pressing is to optimize the cost/benefit of the operation by achieving the best combination of quality and quantity through a two steps extraction process. The cold pressing step will give a Cold Pressed oil with low content of gums and high level of natural antioxidant while the hot-pressing step will allow for further oil expelling and consequently an oil yield increase. This will also give a higher cake protein content. This process is recommended to maximize the overall product value when a premium selling price can be expected for cold pressed oil, typically when products are for both human and animal consumption.
Other selection criteria are:
Oil value: In first pressing step, rotating speed of the shaft will be reduced, resulting in a relatively low friction avoiding heating too much the pressed material. In addition, cooling of the cake can be performed by a press cooling system. These operating conditions will keep temperature from rising but, on the other hand, will limit the oil extraction rate and press capacity. In the second pressing stage, most of the extractable oil will be recovered thanks to the stronger pressing effect at higher temperature and controlled moisture.

Cake Value: As a result of second pressing, residual oil in cake is typically lower than 8% and protein content relatively high. Protein is partially denatured during the cooking and the second stage pressing does affect the PDI quite significantly, (however no more so than for solvent extracted meals). The meal will have an increased RUP value and will be well suited to ruminant feeds. If higher PDI meal is desired with lower residual oil, then consider Extrusion + Full Press.
OPEX Saving: due to two steps process sequence, and cooking stage, cold/hot double stage full pressing has a relatively high consumption of steam and electricity.. For lower utilities consumption, see Hot Single Stage Full Pressing.
CAPEX Saving: due to two steps process sequence, and need of steam, the Cold/Hot Double Stage Full Pressing requires a relatively high investment. For lower CAPEX, see Hot Single Stage Full Pressing.
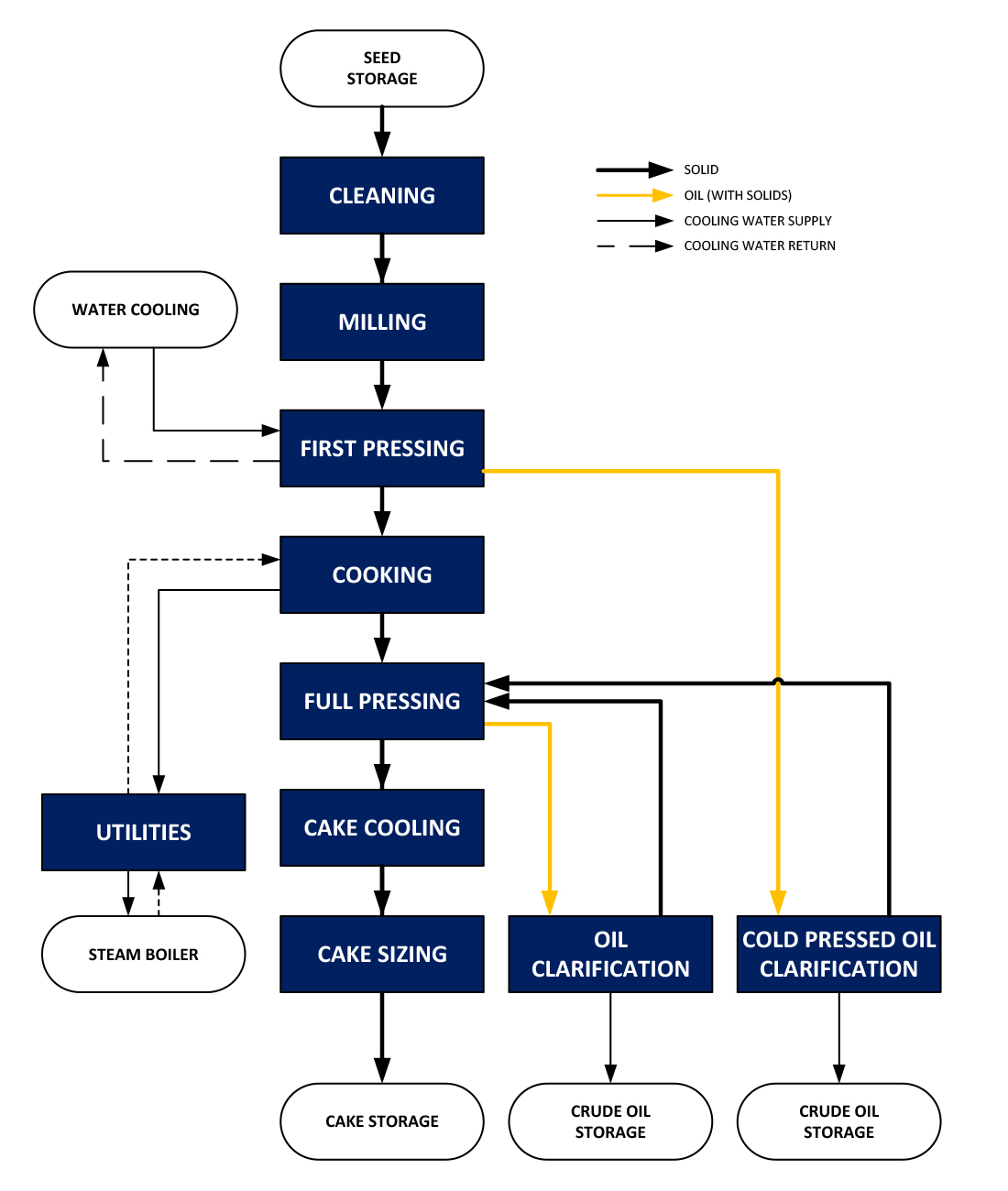
Process configuration
The seed from storage may contain up to 2% foreign material. The purpose of the cleaning process is to remove as much of foreign material as possible. An optional weighing process can be foreseen to get an accurate inventory of the material being sent through the seed preparation process.
Milling is aimed at reducing inlet raw material into smaller size particles. For smaller and softer feed materials Milling may not be required ahead of the cold pre-pressing stage. When Milling is required, it may be achieved in a hammer mill, or cracking rolls. In some cases, the milling can be combined with dehulling system, generally aimed at increasing protein content on the press cake.
The Cake after prepressing should be broken or milled to increase the heat transfer rate in the subsequent cooking process. Depending on the feed material this Milling may be sufficient using a cake breaker built into the Pres Press but on certain feeds it may be achieved in a hammer mill, or cracking rolls.
 First Pressing can also be considered a pre-pressing. Its purpose will be to recover the easily available oil while maintain the highest possible oil quality. Properly prepared material is fed continuously into the cooled screw press where cellular structure of the seed is severely distorted tearing open many of the cell walls. Roughly 50 to 60% of the seed oil content will be extracted while producing a cake with an oil content about 20%, ideal for downstream cooking and second pressing. DesmetBallestra offers a full range of ROSEDOWNS screw presses with specific arrangement for cold pressing, for all kind of seeds, all capacities.
First Pressing can also be considered a pre-pressing. Its purpose will be to recover the easily available oil while maintain the highest possible oil quality. Properly prepared material is fed continuously into the cooled screw press where cellular structure of the seed is severely distorted tearing open many of the cell walls. Roughly 50 to 60% of the seed oil content will be extracted while producing a cake with an oil content about 20%, ideal for downstream cooking and second pressing. DesmetBallestra offers a full range of ROSEDOWNS screw presses with specific arrangement for cold pressing, for all kind of seeds, all capacities.
Cooking is a thermal process which heats the press feed material to approximately 110ºC (230ºF) by indirect steam contact. It is aimed at both reducing the moisture down to 3% range and to increase the fluidization and availability of oil. Both parameters will guarantee the highest oil reclaim from the squeezing of the material into the press. DesmetBallestra offers full range of horizontal and vertical cookers design.
Second Pressing also called full pressing. The pre-pressed cake with a typical residual oil in cake about 20% is fed continuously into the screw press where the cellular structure of the seed is further distorted, tearing open many of the remaining cell walls. Most of the oil in the pre-pressed cake will be extracted while producing a full-pressed cake with both integrity of shape and porosity, ideal for downstream cake cooling. DesmetBallestra offers a full range of ROSEDOWNS screw presses with specific arrangement for full pressing, for all kind of seeds, all the capacities.
Cake cooling is requested to removing excess of heat from the cake coming out of the press. Cooling is achieved through convective and evaporative heat transfer from cake to air passing through the cake layer on a fully counter-current flow. After the Cake Cooler, the cooled cake has a temperature within the range of 20 to 40°C (68 - 104ºF), and a moisture contains below 3%.
Oil clarification is required as it is inevitable that there will be a level of residual solids in the extracted Press oils. In cold/hot press plant there will need to be separate oil clarification systems for the cold press oil and the second press oil as they will be of different qualities and likely be sold to different markets.
The process for both the hot and cold press oils will be very similar. The Oil clarification is a two-step process that separates solid matter from the Press oil. The first separation step removes most coarse solids by screening or settling. Then a second separation step removes the small fines and impurities from the oil by filtration using a hermetic leaf filter or, in large plants, by a centrifugal decanter.
 Process selection criteria
Process selection criteria
Selection of the right process route for Full Pressing is based on several criteria, related to both the economics (CAPEX and OPEX analysis, products YIELDS) and the specificity of the products (CAKE and OIL).
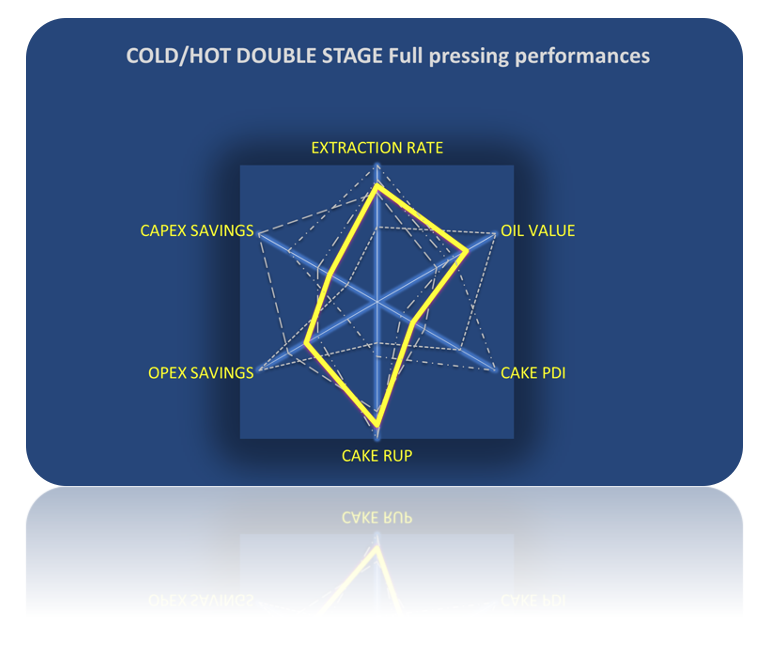
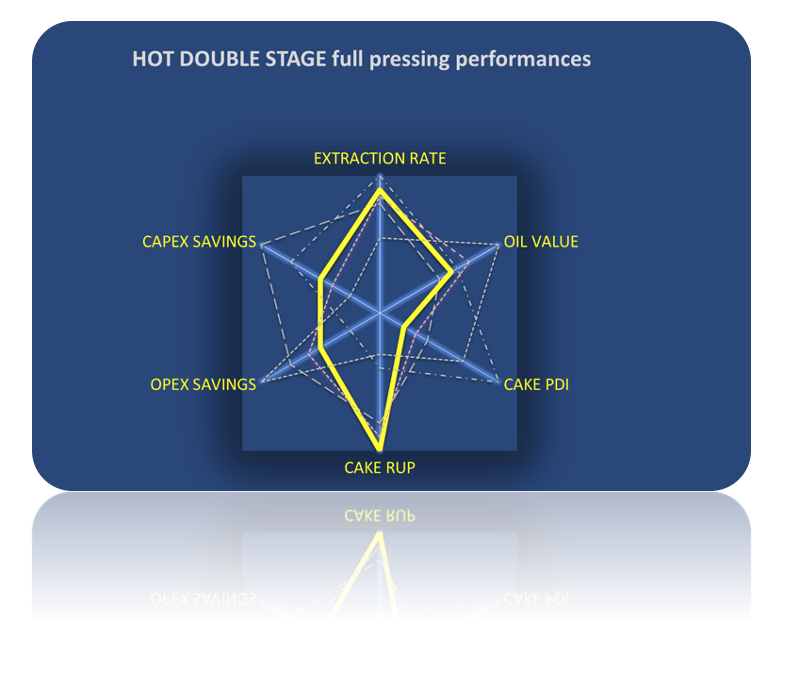
The key market reason to select Hot Double stage full pressing is to produce, at lower operating cost, a good quality cake with high protein content and high RUP (Rumen Undegradable Protein) content, and to reach a high oil extraction rate. The RUP, or by-pass protein, are not digested by rumen bacteria and are, therefore, available for further digestion and absorption by the animal small intestine. It is of utmost importance for dairy cow milk productivity. The hot double stage process is recommended to maximize Oil Yield when processing high oil content (30% or more) seeds, typically sunflower or canola.
Other selection criteria are:
Oil Value: The very good oil extraction rate makes the hot double pressing suitable in most cases when oil yield is priority. Hot double pressing will give the greatest and the most consistent oil yield across varying feed materials. However, due to cooking, some nutritional components of the oil may be affected or degraded. For best oil quality, see Cold Single Stage Full Pressing.

Cake value: As a result of double pressing, residual oil in cake is typically lower than 8% and protein content relatively high. Protein is partially denatured during the cooking and the two stages pressing does affect the PDI quite significantly (however no more so than for solvent extracted meals). The meal will have an increased RUP content and be most suitable to ruminant feeds. If higher PDI meal is desired with lower residual oil, then consider Extrusion + Full Press.
OPEX Saving: The benefit of double pressing is the good oil yield. However, due to double cooking and pressing step, the Hot Double Stage Full Pressing has a relatively high consumption of electricity and steam. For lower utilities consumption, see Hot Single Stage.
relatively high cost of investment. It remains, however, a good alternative to the solvent extraction plant when regulations (environmental, safety…) or funding are limiting factors. For lower CAPEX, see Hot Single Stage Full Pressing.
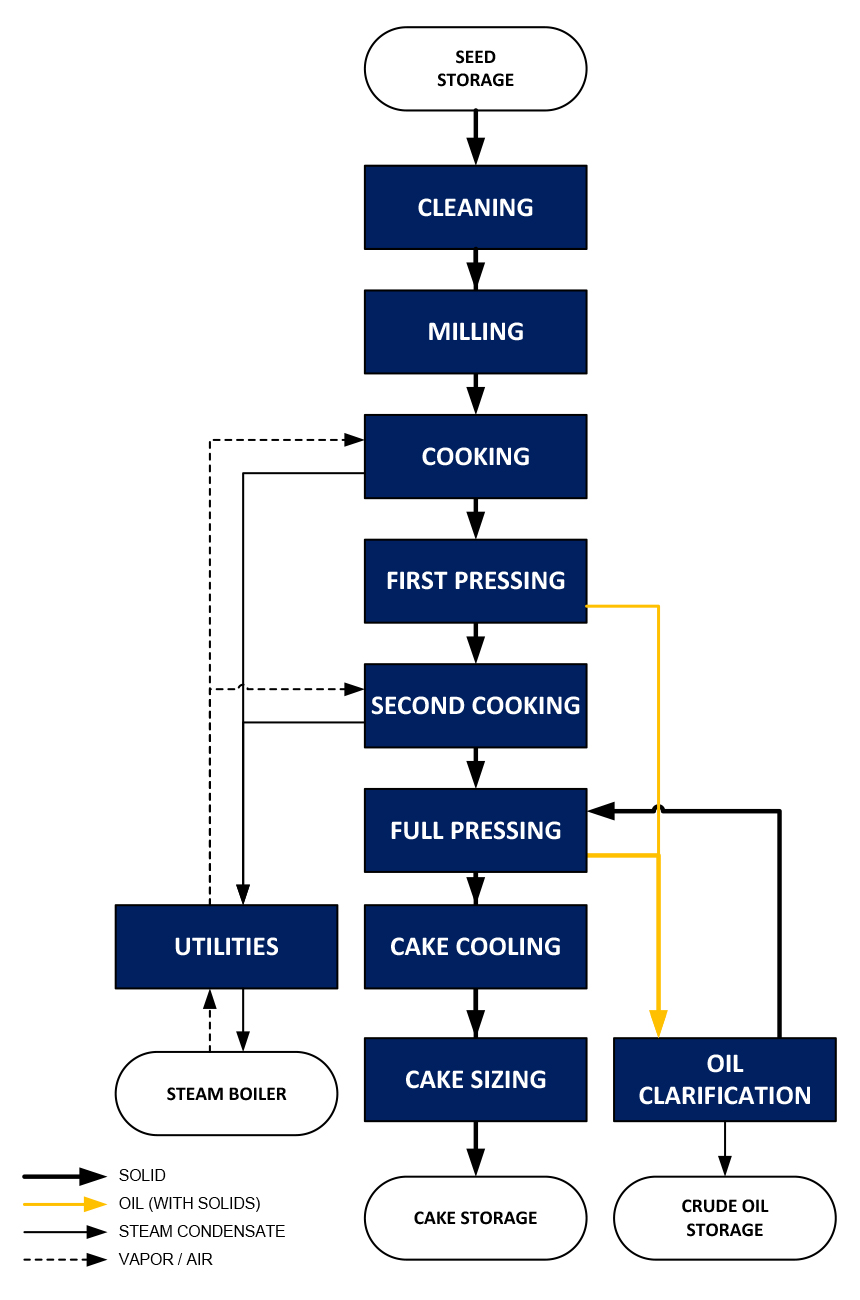
Process configuration
The seed from storage may contain up to 2% foreign material. The purpose of the cleaning process is to remove as much of foreign material as possible. An optional weighing process can be foreseen to get an accurate inventory of the material being sent through the seed preparation process.
Milling is aimed at reducing inlet raw material into smaller size particles to reduce the work done in the Press. For smaller and softer feed materials, Milling may not be required ahead of the pre-pressing stage. When Milling is required, it may be achieved in a hammer mill, or cracking rolls. In some cases, the milling can be combined with dehulling system, generally aimed at increasing protein content on the press cake.
The Cake after prepressing should be broken or milled to increase the heat transfer rate in the subsequent cooking process. Depending on the feed material this Milling may be sufficient using a cake breaker built into the Pres Press but on certain feeds it may be achieved in a hammer mill, or cracking rolls.
First cooking is a thermal process which heats the inlet material to approximately 100ºC (212F) and reduces its moisture to about 4%. It is aimed at turning hard and harsh cracks/flakes into soft and easy to squeeze material, and at same time, increase friction, thereby pressure, on the material inside the press resulting in oil extraction rate increase. DesmetBallestra offers full range of horizontal and vertical cookers design.
 First Pressing can also be considered a pre-pressing, typically to recover easily available oil. Properly prepared and pre-cooked material is fed continuously into the screw press where cellular structure of the seed is severely distorted, tearing open many of the cell walls. Roughly 50 to 70% of the seed oil content will be extracted while producing a cake with an oil content about 20%, ideal for downstream cooking and second pressing. DesmetBallestra offers a full range of ROSEDOWNS screw presses with specific arrangement for pre-pressing, for all kind of seeds, all capacities.
First Pressing can also be considered a pre-pressing, typically to recover easily available oil. Properly prepared and pre-cooked material is fed continuously into the screw press where cellular structure of the seed is severely distorted, tearing open many of the cell walls. Roughly 50 to 70% of the seed oil content will be extracted while producing a cake with an oil content about 20%, ideal for downstream cooking and second pressing. DesmetBallestra offers a full range of ROSEDOWNS screw presses with specific arrangement for pre-pressing, for all kind of seeds, all capacities.
Second Cooking is a thermal process which heats the press feed material to approximately 110ºC (230F) by indirect steam contact. It is aimed at both reducing the moisture down to 3% range and to increase the fluidization and availability of oil. Both parameters will guarantee the highest oil reclaim from the squeezing of the material into the press. DesmetBallestra offers full range of horizontal and vertical cookers design.
Second Pressing also called full pressing. The pre-pressed cake with a typical residual oil in cake about 20% is fed continuously into the screw press where the cellular structure of the seed is further distorted, tearing open many of the remaining cell walls. Most of the oil in the pre-pressed cake will be extracted while producing a full-pressed cake with both integrity of shape and porosity, ideal for downstream cake cooling. DesmetBallestra offers a full range of ROSEDOWNS screw presses with specific arrangement for full pressing, for all kind of seeds, all the capacities.
Cake cooling is needed to remove excess of heat from the cake coming out of the press. Cooling is achieved through convective and evaporative heat transfer from cake to air passing through the cake layer on a fully counter-current flow. After the Cake Cooler, the cooled cake has a temperature within the range of 20 to 40°C (68 - 104ºF), and a moisture contains below 3%.
Oil clarification is required as it is inevitable that there will be a level of residual solids in the extracted Press oils. In hot/hot press plant, oil coming from first and second press steps can be clarified on same clarification system.
The Oil clarification is a two-step process that separates solid matter from the Press oil. The first separation step removes most coarse solids by screening or settling. Then, a second separation step removes the small fines and impurities from the oil by filtration using a hermetic leaf filter or, in large plants, by a centrifugal decanter.
 Process selection criteria
Process selection criteria
Selection of the right process route for Full Pressing is based on several criteria, related to both the economics (CAPEX and OPEX analysis, product YIELDS) and the specificity of the products (CAKE and OIL).
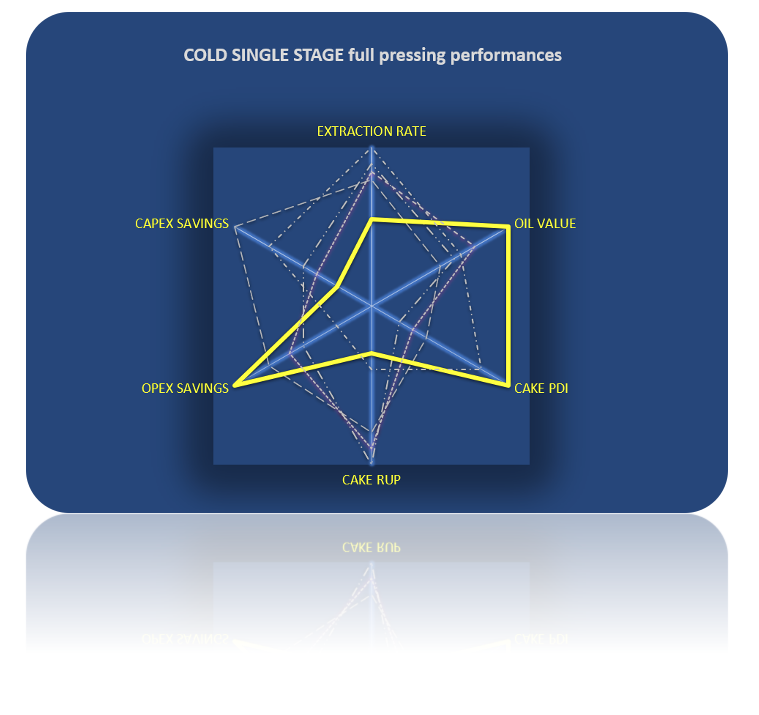
The key market reason to select Cold Single stage full pressing is to produce, at lower operating cost, an excellent quality cake with a fully preserved protein quality, and a most valuable Cold Pressed oil with low content of gums and high level of natural antioxidant. This process is recommended to maximize the cake and oil nutritional and commercial value, typically when products are for human consumption.
Other selection criteria are:
Oil Yield: When cold single stage pressing, rotating speed of the shaft will be reduced, resulting in a relatively low friction avoiding heating too much the pressed material. In addition, cooling of the cake can be performed by a press cooling system. These operating conditions will keep temperature from rising but, on the other hand, will limit the oil extraction rate and press capacity. As a result, residual oil in cake is relatively high (>12%). To improve the oil yield, the Cold pressing can be followed by a hot pressing, see Cold/Hot Double Stage pressing.
High Cake PDI is much higher compared to any other pressing processes. However, it should be noted that, due to the low temperature process, anti-nutritional factors, if present, are not destroyed (e.g. Trypsin Inhibitor and Urease activity in Soya Beans). This may affect the nutritional value of the cake. To maintain a high PDI and at the same time neutralize anti nutritional factors see Extrusion + Full Press.
OPEX Saving: due to the simple processing sequence, without a heating step, cold single stage full pressing has a lower utility consumption thereby a relatively low OPEX.
CAPEX Saving: due to the simple processing sequence, and no usage of steam, the plant will not have cookers or boilers, therefore Cold single Stage Full Pressing requires a relatively low investment.
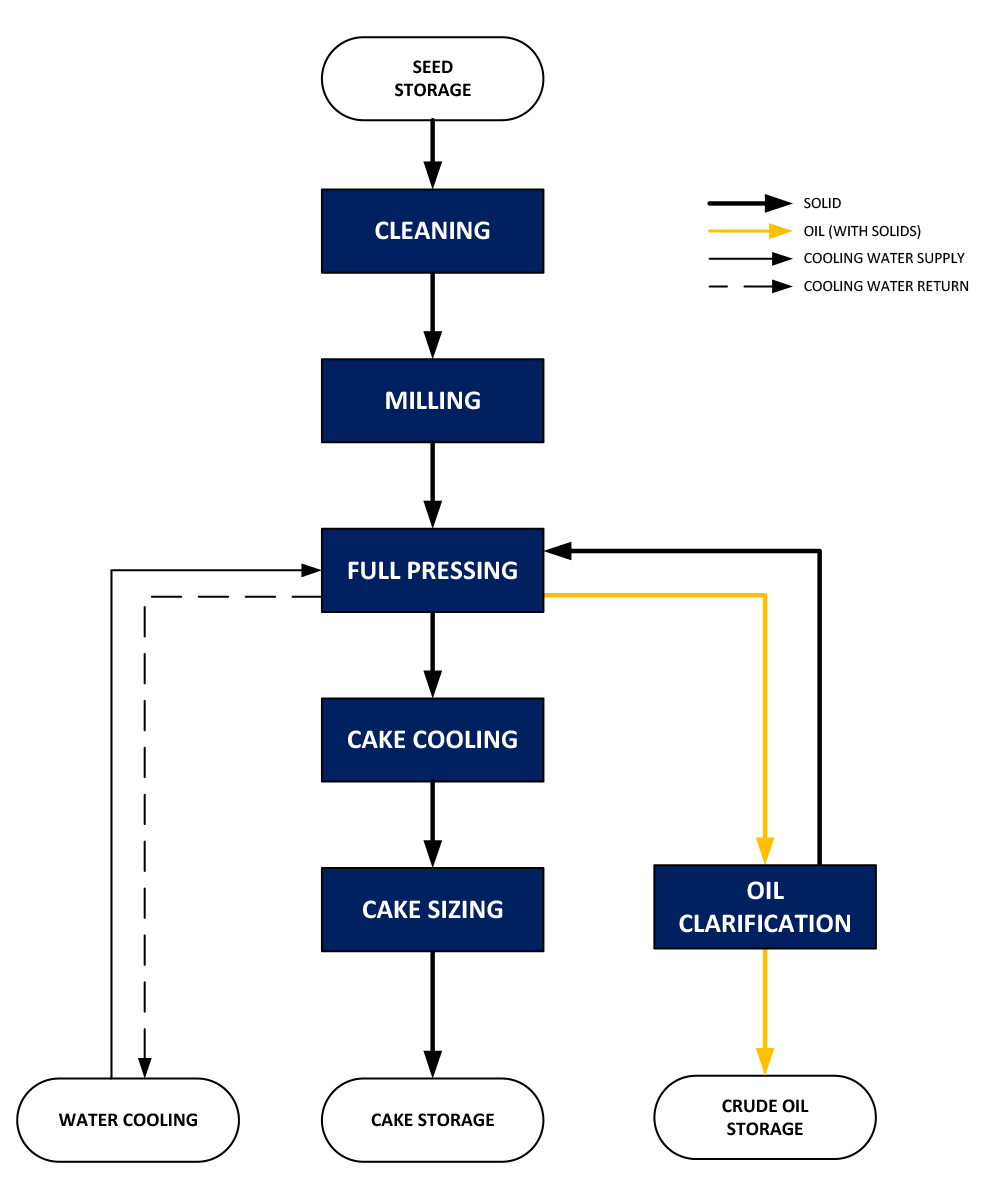
Process configuration
The seed from storage may contain up to 2% foreign material. The purpose of the cleaning process is to remove as much of foreign material as possible. An optional weighing process can be foreseen to get an accurate inventory of the material being sent through the seed preparation process.
Milling is aimed at reducing inlet raw material into smaller size particles. This step may not be needed on smaller and softer feed materials. Milling can be achieved in a hammer mill, or cracking rolls.
In some cases, milling with cracking rolls can be combined with a dehulling system, generally aimed at increasing protein content on the press cake.
In addition to size reduction, milling can include a flaking step to further improve the breaking of the seed and the oil extraction in the press.
Full Pressing is the heart of the process. Properly prepared material is fed continuously into the cooled screw press where cellular structure of the seed is severely distorted, tearing open the cell walls and releasing the oil. Most of the oil will be extracted while producing a discharge cake with both integrity of shape and porosity, ideal for downstream cake cooling. DesmetBallestra offers a full range of ROSEDOWNS screw presses for cold pressing all kind of seeds, and at all capacities.
Oil clarification is required as it is inevitable there will be a level of residual solids in the extracted Press oil. Clarification is a two-step process that separates solid matter from the Press oil. The first separation step removes most coarse solids by screening or settling. Then, a second separation step removes the small fines and impurities from the oil by filtration using a hermetic leaf filter or, in larger plants, by a centrifugal decanter.
 Process selection criteria
Process selection criteria
Selection of the right process route for Full Pressing is based on several criteria, related to both the economics (CAPEX and OPEX analysis, products YIELDS) and the specificity of the products (CAKE and OIL).
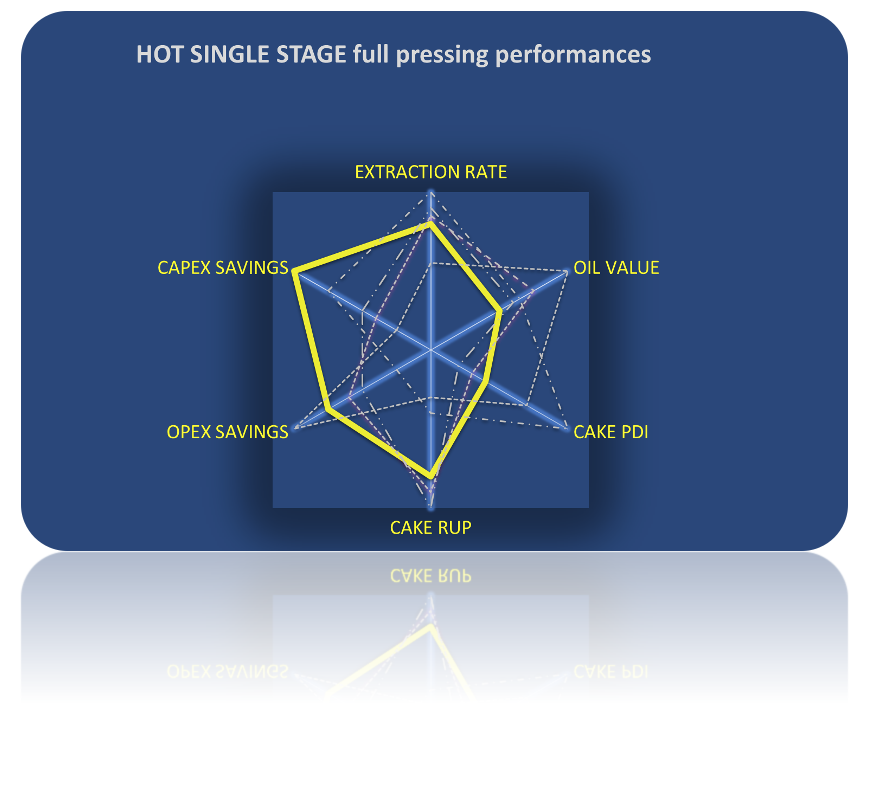
The key market reason to select Hot Single stage full pressing is to produce, at lower operating cost, a high-quality cake, with relatively high RUP (Rumen Undegradable Protein) content. The process can be used for all oil extraction applications, but the cake will be particularly suitable when used for cattle feed. The RUP, or by-pass protein, are not digested by rumen bacteria and are, therefore, available for further digestion and absorption by the animal small intestine. It is of utmost importance for dairy cow milk productivity.
Other selection criteria are:
Oil Value: The good oil extraction rate makes the hot pressing suitable in most cases when oil yield is priority. However, further increase in oil yield is possible with Hot Double Stage full pressing. In both cases, due to cooking, some nutritional components of the oil may be affected or degraded. For best oil quality, see Cold Single Stage Full Pressing.

Cake value: As a result of cooking and pressing, residual oil in cake is typically lower than 10% and protein content relatively high. Protein is partially denatured during the cooking and the pressing does affect the PDI quite significantly (however no more so than for solvent extracted meals). The meal will have an increased RUP content and will be well suited to ruminant feeds. If higher PDI meal is desired with lower residual oil, then consider Extrusion + Full Press.
OPEX Saving: due to cooking stage, the Hot Single Stage Full Pressing does have a consumption of steam. However, it is less energy demanding than Hot Double Stage Full Pressing, giving some OPEX savings based on steam and power consumption.
CAPEX Saving: Hot Single Stage Full Pressing is the cheapest process solution still giving reasonable oil extraction rate and good cake quality. Generally, a hot single stage process gives the best balance of an affordable and simple to run plant, with good oil extraction rates.
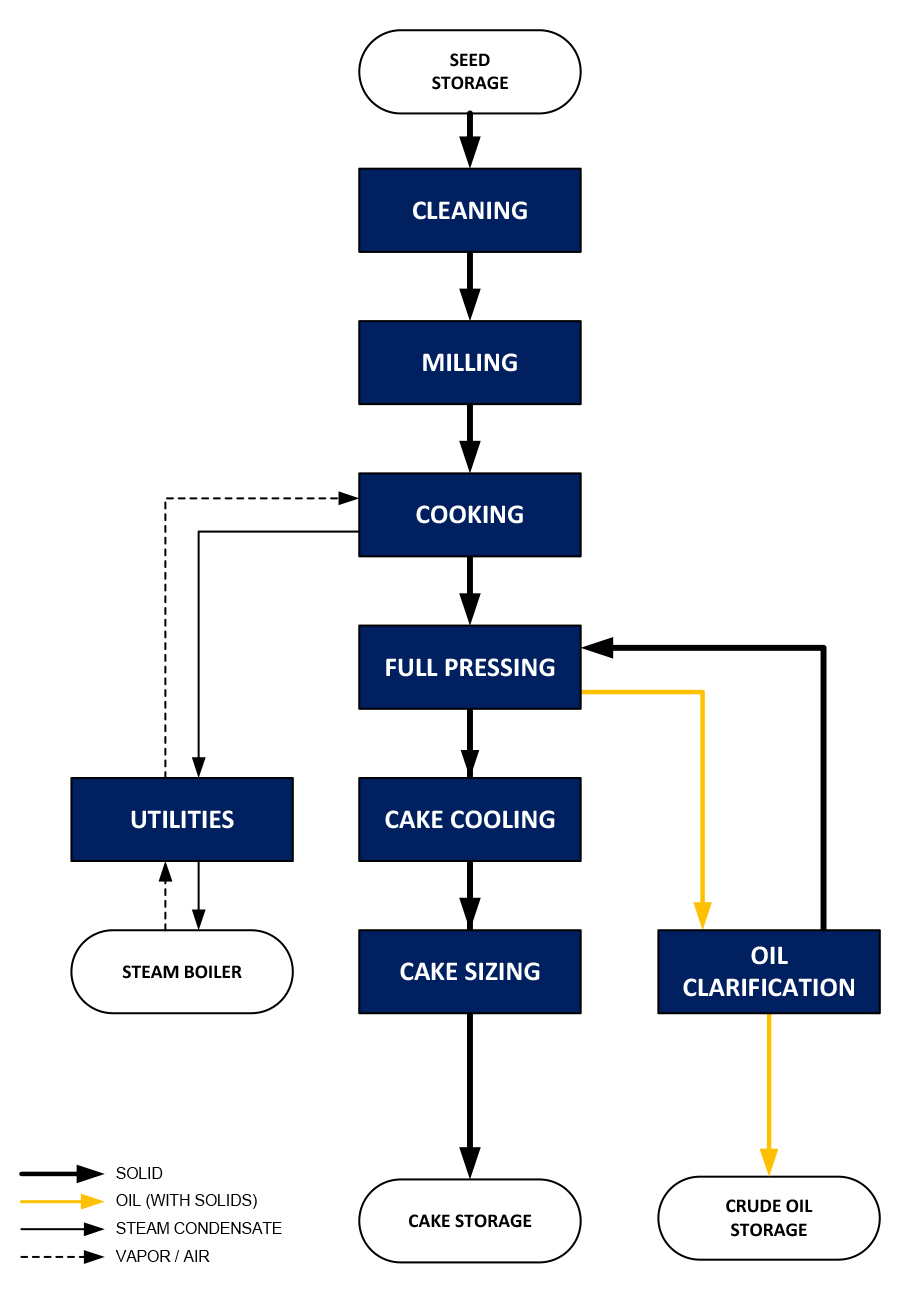
Process configuration
The seed from storage may contain up to 2% foreign material. The purpose of the cleaning process is to remove as much of foreign material as possible. An optional weighing process can be foreseen to get an accurate inventory of the material being sent through the seed preparation process.
Milling is aimed at reducing inlet raw material into smaller size particles to reduce the work done in the Press. It is required for the single pressing of many seeds types. When Milling is required, it may be achieved in a hammer mill, or cracking rolls. For the smallest and softest seed Flaking may be required. In some cases, the milling can be combined with dehulling system, generally aimed at increasing protein content on the press cake.
The Cake after prepressing should be broken or milled to increase the heat transfer rate in the subsequent cooking process. Depending on the feed material this Milling may be sufficient using a cake breaker built into the Pres Press but on certain feeds it may be achieved in a hammer mill, or cracking rolls.

Cooking is a thermal process which heats the press feed material to approximately 110ºC (230F) by indirect steam contact. It is aimed at both reducing the moisture down to 3% range and to increase the fluidization and availability of oil. Both parameters will guarantee the highest oil reclaim from the squeezing of the material into the press. DesmetBallestra offers full range of horizontal and vertical cookers design.
Full Pressing is the heart of the process. Prop
erly prepared material is fed continuously into the screw press where cellular structure of the seed is severely distorted, tearing open the cell walls. Most of the oil in the pre-pressed cake will be extracted while producing a full-pressed cake with both integrity of shape and porosity, ideal for downstream cake cooling. DesmetBallestra offers a full range of ROSEDOWNS screw presses with specific arrangement for full pressing, for all kind of seeds, all the capacities.
Cake cooling is needed to remove excess of heat from the cake coming out of the press. Cooling is achieved through convective and evaporative heat transfer from cake to air pass
ing through the cake layer on a fully counter-current flow. After the Cake Cooler, the cooled cake has a temperature within the range of 20 to 40°C (68 - 104F), and a moisture contains below 3%.
Oil clarification is required as it is inevitable that there will be a level of residual solids in the extracted Press oils. The Oil clarification is a two-step process that separates solid matter from the Press oil. The first separation step removes most coarse solids by screening or settling. Then, a second separation step removes the small fines and impurities from the oil by filtration using a hermetic leaf filter or, in large plants, by a centrifugal decanter.